Jak svařovat (pájet) polypropylenové trubky
Všechny kovové trubky jsou často nahrazovány plastovými, zejména z polypropylenu. Mají dlouhou životnost (až 50 let), nekorodují, nehnijí, trochu váží a vše můžete sestavit také vlastními rukama bez zapojení specialistů. Svařování polypropylenových trubek vyžaduje určité dovednosti, ale přichází rychle. Nejprve můžete cvičit na malých lištách a levném kování a pak můžete začít vytvářet vážnější věci.

Mimochodem, můžete udělat nejen instalatérství nebo topení, ale také spoustu potřebných a užitečných věcí
Obsah článku
Druhy a účel
Polypropylenové trubky jsou k dispozici ve čtyřech barvách - zelené, šedé, bílé a černé. Pouze černé se liší charakteristikami - mají zvýšenou odolnost proti ultrafialovému záření a používají se k pokládcezavlažovací systémy na zemi. Všechny ostatní mají podobné vlastnosti a jsou položeny uvnitř nebo pohřbeny v zemi.
Podle jmenování jsou polypropylenové trubky následujících typů:
- Pro studenou vodu (teplota do + 45 ° C). Lze je snadno rozlišit podle podélného modrého pruhu.
- Pro přívod teplé vody (ohřev na + 85 ° C). Výrazným rysem je červený pruh.
- Univerzální (maximální ohřev až na + 65-75 ° C, v závislosti na výrobci). Vedle sebe jsou aplikovány dva pruhy - modrý a červený.

Barvy nemají vliv na vlastnosti

Existují potrubí s různými vlastnostmi pro studenou i teplou vodu. To se odráží v označení:
- PN10 se používají výhradně v rozvodech studené vody (do + 45 ° C) s nízkým tlakem (do 1 MPa). Mají malou tloušťku stěny. Nevhodné pro výškové budovy.
- PN16. Často jsou označovány jako univerzální, ale častěji se používají pro studenou vodu - odolávají ohřevu média až na + 65 ° C a tlaku až 1,6 MPa.
- PN20. Silnostěnné trubky, které mohou přepravovat média s teplotami do + 80 ° C, vydrží tlak až 2 MPa. Používá se pro rozvod teplé vody a topných systémů.
- PN25. Jedná se o vyztužené polypropylenové trubky (fólie nebo sklolaminát). Díky přítomnosti výztužné vrstvy mají často menší tloušťku stěny než PN20. Teplota středního ohřevu - do + 95 ° C, tlak - do 2,5 MPa. Používají se k zásobování teplou vodou a k vytápění.
Všechny jsou k dispozici v různých průměrech - až 600 mm, ale v bytech a soukromých domech se používají hlavně ve velikostech od 16 mm do 110 mm. Všimněte si, že vnitřní průměr je indikován, protože tloušťka stěny se liší.
Co je svařování polypropylenových trubek
Polypropylen se vyznačuje zvýšenou tuhostí a tvarovky ze stejného materiálu se používají k vytvoření systémů požadované konfigurace. Jedná se o různé úhly, T-kusy, obtoky, adaptéry, spojky atd. Jsou spojeny s trubkami pájením. Tento proces se také nazývá svařování, ale jeho podstata se nemění: dva prvky se zahřívají na teplotu tání a v horkém stavu jsou navzájem spojeny. Pokud je provedeno správně, je připojení monolitické a neslouží o nic méně než samotné trubky.

Armatury pro polypropylenové trubky vám umožní vytvořit systém jakékoli konfigurace
Pro připojení polypropylenu ke kovům existují kombinované tvarovky, ve kterých je jedna část vyrobena z kovu a je spojena pomocí závitového připojení a druhá, polypropylenová, je svařena.
Než pájet
Svařování polypropylenových trubek probíhá pomocí speciálního zařízení zvaného páječka nebo svařovací stroj.Jedná se o malou kovovou plošinu s elektrickou cívkou uvnitř, která ohřívá povrch. Díky tomuto designu se této jednotce říká také žehlička.

Dvě provedení zařízení na svařování PP trubek
Pro spojení dvou prvků se povrchy, které se mají spojit, zahřejí na teplotu tání (+ 260 °). Aby se prvek zahřál na požadovanou hloubku, jsou na svařovací plošinu instalovány dvě různé kovové trysky potažené teflonem:
- pro zahřátí vnitřního povrchu se používá trn (menšího průměru);
- na zahřátí vnějšího povrchu je umístěno pouzdro.

Pájecí trysky pro polypropylenové trubky

Dva prvky, které mají být spojeny, jsou současně umístěny na odpovídající přílohy, drženy po určitou dobu (několik sekund) a poté spojeny. Takto se svařují polypropylenové trubky.
Jak svařovat
Konstrukce páječek pro polypropylenové trubky se mírně liší, ale principy práce s nimi jsou společné. Existují dva hlavní modely - ploché lůžko nebo válcový ohřívač. Při normální kvalitě fungují oba, prakticky žádný rozdíl. Ti, kteří jsou pohodlnější, si vyberou.

Toto je pohled v řezu na dobře provedené spojení - jako celek
Přípravné práce
Před zahájením práce musíte páječku zahřát, ale zde to není všechno tak jednoduché. Pořadí jeho přípravy je následující:
- Nejprve se na plošinu namontují trysky vhodného průměru.
- Do otvoru v plošině je navlečen čep, na něj je z obou stran nasazen trn a pouzdro, které jsou na obou stranách dotaženy maticemi.
- Pokud je topný článek ve formě trubice, prodávají se pro něj trysky upevněné na desce. Deska se nasadí na topné těleso, utáhne se upevňovací šroub.
- Požadovaná teplota topení se nastavuje na regulátoru. U polypropylenových trubek je teplota svařování + 260 ° C. Dali jsme to na regulátor, zapojili do sítě.
- Čekáme na signál nastavené teploty. Některé modely mají zvukový signál, ale většinou se kontrolka LED rozsvítí nebo zhasne (různé modely se liší).
Páječka je připravena k práci. Stále však musíme připravit potrubí a tvarovky. První podmínkou pro vysoce kvalitní svařování je rovnoměrný řez. Řez musí být přísně vertikální, bez otřepů a otřepů. Takového řezu lze dosáhnout pomocí speciálních nůžek. Mají na dně dvě široké čelisti, které drží trubku na místě, a řezací část je nahoře.

Pokud je řez takhle, bude řez rovnoměrný a hladký.
Druhou podmínkou dobrého pájení PP trubek jsou čisté, suché a bezolejové díly. Pokud chcete, aby instalatérské nebo topenářské práce sloužily dlouhou dobu a netekly, neměli byste tento postup přeskočit. Řez potrubí a tvarovka se očistí alkoholem nebo vodou a saponátem na mytí nádobí. Poté počkají, až je vše suché, a teprve poté začne proces pájení.
Jak dlouho zahřát
Při svařování musí být polypropylen přísně zahříván na požadovanou teplotu. Přehřátí a přehřátí výrazně snižuje kvalitu švu. Příliš přehřátá a změkčená trubka se jednoduše nevejde do armatury a nedostatečně zahřátý materiál se nezapálí.
Doba ohřevu závisí na průměru potrubí, teplotě vzduchu a je uvedena v tabulce.
| Průměr polypropylenové trubky | Hloubka svařování | Doba ohřevu | Doba svařování | Doba chlazení |
|---|---|---|---|---|
| 16 | 12-14 mm | 5 s | 6 s | 2 minuty |
| 20 | 14-17 mm | 6 s | 6 s | 2 minuty |
| 25 | 15-19 mm | 7 s | 10 s | 2 minuty |
| 32 | 16-22 mm | 8 s | 10 s | 4 minuty |
| 40 | 18-24 mm | 12 s | 20 s | 4 minuty |
| 50 | 20-27 mm | 18 s | 20 s | 4 minuty |
| 63 | 24-30 mm | 24 s | 30 s | 6 minut |
| 75 | 26-32 mm | 30 s | 30 s | 6 minut |
Obecně je pájení možné při + 5 ° C, ale údaje jsou uvedeny pro + 20 ° C. V teplejším počasí se doba držení prvků na páječce zkracuje o 30-60 sekund, v chladnějším počasí se prodlužuje.
Věnujte pozornost sloupci "hloubka" svařování v tabulce. Tato značka je umístěna na potrubí. Před tím, než bude nutné jej vtlačit do armatury. Před okrajem kování tak vznikne malá kulička z roztaveného plastu. To znamená, že šev je vyroben správně.
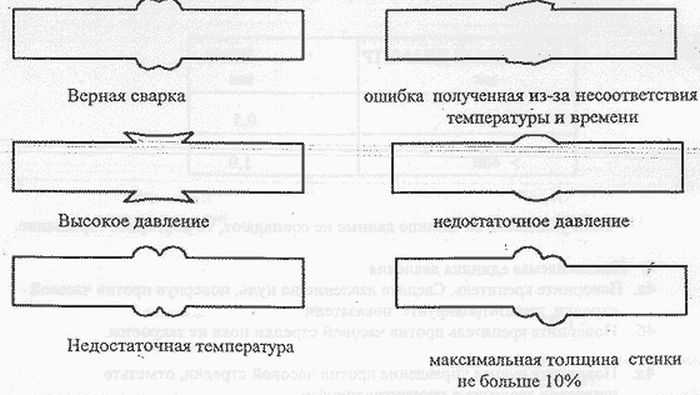
Chyby, které se mohou vyskytnout při svařování polypropylenových trubek
Další sloupec potřebuje vysvětlení - „doba svařování“. Toto je doba, po kterou je nutné svařované prvky zmáčknout a zafixovat.
Obecně platí, že pokud se pokusíte vložit studenou trubku do tvarovky, mělo by to jít s velkými obtížemi - vnější průměr trubky je o něco větší než vnitřní průměr tvarovky. To se provádí záměrně, aby se zajistil určitý přebytečný materiál, z něhož je na švu vytvořen korálek. Aby bylo svařování polypropylenových trubek spolehlivé, je lepší odebrat všechny komponenty od jedné společnosti. Zaručeně se tedy shodují velikosti. Jinak je nutné vyzkoušet - aby kování „neklouzalo“, ale bylo obtížně taženo.
Technologie
Jak již bylo zmíněno, při svařování polypropylenových trubek je nutné je očistit, odmastit a vysušit. A teprve poté můžete začít pájet.
Tento přípravek je vhodný pro všechny typy trubek kromě trubek vyztužených fólií. V tomto případě, po odříznutí požadovaného kusu, je řez vyčištěn na fólii pomocí speciálního zařízení - holicího strojku. Do ní se vloží trubka a několikrát se otočí. Tím se odstraní horní vrstva plastu, po které můžete odmašťovat a pájet.

U trubek vyztužených fólií je polypropylen rozřezán na fólii
Po zaschnutí povrchu se na trubku nakreslí značka označující vzdálenost, v níž je nutné ji vtlačit do tvarovky (nejjednodušší je tenká značka nebo ostře naostřená jednoduchá tužka).

Označení hloubky svařování
Pájení polypropylenu krok za krokem
Technologie svařování PP trubek je dále následující:
- Položili jsme vyříznutou část trubky na trn, zasuňte tvarovku do objímky. To musí být provedeno současně, v extrémních případech se kování nasadí dříve, protože má velkou tloušťku stěny. Zpoždění by mělo být velmi malé.

Nasadili jsme přílohy
- Udržujeme prvky po požadovanou dobu.
- Sejmeme z trysek, připojíme a zatlačíme trubku do tvarovky po značku. Spojení je výhradně lineární, prvky nelze otáčet kolem vodorovné osy (neotáčejte se, i když opravdu chcete). Pokud je zjištěna nesrovnalost, je možné vodorovně vyrovnat ihned po připojení.

Opravujeme tak, aby bylo svařování polypropylenových trubek spolehlivé
- Při připojování musíte vynaložit velké úsilí. Stejná síla se udržuje několik sekund (v tabulce ve sloupci „doba svařování“).
- Po uplynutí zadaného času přestaneme tisknout a spojení nebude možné na několik minut narušit (v tabulce sloupec „doba chlazení“). Poté lze předpokládat, že pájení polypropylenové trubky je dokončeno. Můžete přejít k dalšímu švu.


Jedna poznámka: ihned po ukončení svařování zkontrolujte hroty na páječce. Pokud na něm zůstaly zbytky materiálu, odstraňte je měkkým hadříkem, který nepouští vlákna, nevybledne (bílý). Na páječce nemůžete nechat plast - další fragment se přilepí, bude těžké ho odtrhnout. Trysky nemůžete čistit pomocí brusiva - mají teflonový povlak, snadno se poškrábají. A dokonce i mikroskopické škrábance povedou k tomu, že se fragment na páječce (železo) udrží.
Mimochodem, je lepší pracovat v bavlněných rukavicích - bude méně popálenin.
Před uvedením systému do provozu je nutné jej zkontrolovat. To se provádí lisováním. Co to je a jak na to, přečtěte si zde.
Uspořádání polypropylenových trubek
Polypropylenové trubky se používají k instalaci hřebenu studené nebo horké vody, topení. Volba průměru je v každém případě individuální - záleží na objemu kapaliny, která musí být čerpána za jednotku času, na požadované rychlosti jejího pohybu (vzorec na fotografii).
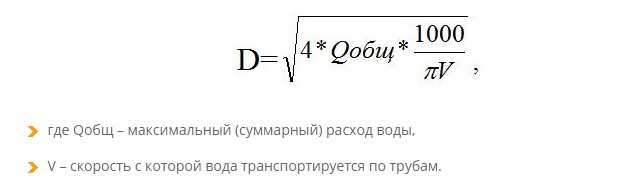
Vzorec pro výpočet průměru polypropylenu
Výpočet průměrů potrubí pro topné systémy je samostatným tématem (je nutné určit průměr po každé větvi), u vodovodních potrubí je vše snazší. V bytech a domech se pro tyto účely používají trubky o průměru od 16 mm do 30 mm a nejoblíbenější jsou 20 mm a 25 mm.
Počítáme kování
Po určení průměru se zváží celková délka potrubí, v závislosti na jeho struktuře se navíc dokoupí armatury. S délkou trubek je vše relativně jednoduché - změříte délku, přidáte asi 20% k chybě a možným vadám v práci. K určení, které armatury jsou potřebné, je vyžadováno schéma potrubí. Nakreslete to a označte všechna kohoutky a zařízení, ke kterým se chcete připojit.

Příklad zapojení polypropylenových trubek v koupelně
Pro připojení k mnoha zařízením je vyžadován přechod na kov. Existují také takové polypropylenové tvarovky. Na jedné straně mají mosazný závit a na druhé straně běžné pájecí fitinky. Okamžitě se musíte podívat na průměr trysky připojeného zařízení a typ závitu, který by měl být na armatuře (vnitřní nebo vnější). Aby nedošlo k omylu, je lepší si vše zapsat do diagramu - nad větev, kde bude tato armatura instalována.
Dále je podle schématu uvažován počet spojů ve tvaru „T“ a „L“. Kupují se za ně odpaliště a rohy. Existují také kříže, ale jsou zřídka používány. Rohy, mimochodem, nejsou pouze v úhlu 90 °. Každý má 45 °, 120 °. Nezapomeňte na spojky - jedná se o tvarovky pro spojení dvou částí potrubí. Nezapomeňte, že polypropylenové trubky nejsou vůbec elastické a neohýbají se, proto se každé otočení provádí pomocí tvarovek.
Při nákupu materiálů se dohodněte s prodejcem na možnosti výměny nebo vrácení části kování. Problémy obvykle nevznikají, protože ani profesionálové nemohou vždy okamžitě určit přesnou škálu požadovaných produktů. Kromě toho je během procesu instalace někdy nutné změnit strukturu potrubí, což znamená, že se změní sada tvarovek.
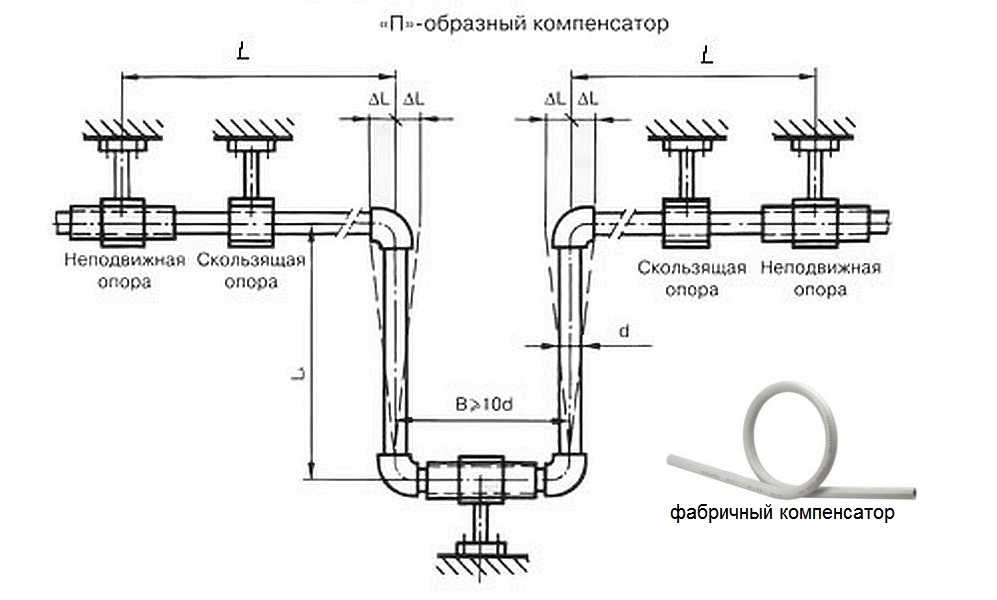
Kompenzátor pro zásobování teplou vodou a vytápění z polypropylenových trubek
Polypropylen má poměrně významný koeficient tepelné roztažnosti. Pokud se instaluje polypropylenový přívod teplé vody nebo topný systém, je nutné provést dilatační spáru, pomocí které se vyrovná prodloužení nebo zkrácení potrubí. Může to být továrně vyráběná smyčka kompenzátoru nebo kompenzátor sestavený podle schématu z povrchových úprav a kusů trubek (na obrázku výše).
Metody pokládky
Existují dva způsoby instalace polypropylenových trubek - otevřené (podél stěny) a uzavřené - do drážek ve zdi nebo do potěru. Na stěně nebo v drážce jsou polypropylenové trubky připevněny k připevňovacím držákům. Jsou jedno - pro pokládku jedné trubky jsou dvojité - když dvě větve běží paralelně. Jsou připevněny ve vzdálenosti 50-70 cm, trubka se jednoduše zasune do spony a drží se díky pružné síle.

Upevnění polypropylenových trubek na stěny
Při pokládání do potěru, pokud se jedná o teplou podlahu, jsou trubky připevněny k výztužné síti; není nutné žádné další dodatečné upevnění. Pokud je potrubí k radiátorům monolitické, nemusí být potrubí upevněno. Jsou tuhé, jejich poloha se nemění ani při naplnění chladicí kapalinou.

Možnost skrytého a vnějšího vedení v jednom potrubí (za koupelnou bylo vedení otevřeno - méně práce)
Pájecí nuance
Samotný proces svařování polypropylenových trubek, jak jste viděli, nezanechává mnoho práce, ale existuje spousta jemností. Například není jasné, jak při spojování trubek přizpůsobit profily tak, aby trubky měly přesně požadovanou délku.
Dalším bodem svařování polypropylenových trubek je pájení na těžko přístupných místech. Na páječku z obou stran není vždy možné umístit trubku a tvarovku. Například pájíme v rohu. Páječku musíte zalepit do rohu, na jedné straně tryska spočívá přímo na zdi, přes ni nelze natáhnout tvarovku. V tomto případě je umístěna druhá sada trysek stejného průměru a armatura je na ní zahřátá.
Jak pájet polypropylenové trubky na těžko přístupném místě
Jak přejít ze železné trubky na polypropylen.









