Jak pájet měděné trubky
Plno instalatérské nebo měděné topení se dnes zřídka provádí, ale stále to dělají. Pokud spočítáte počet let, které měď může sloužit, ukáže se to nejen levně, ale také velmi levně. Samotný materiál však není nejlevnější, ale můžete ušetřit na instalaci - pájení měděných trubek není nejtěžší úkol na světě. Existují určitá pravidla a funkce, protože víte, jak dosáhnout vysoce kvalitního připojení.
Obsah článku
Druhy měděných trubek a jejich použití
Na trhu existují dva typy měděných trubek: žíhané a nežíhané. Po žíhání procházejí dalším tepelným zpracováním - zahřívají se na 600-700 ° C. Tento postup vrací pružnost materiálu, který se během tvarování ztrácí. Žíhané trubky jsou proto dražší, ale také pružnější - mohou dokonce vydržet zamrzání vody. Mezi nevýhody těchto produktů patří nižší pevnost - klesá v důsledku zahřívání.

Existují různé měděné trubky
Neošetřené měděné trubky jsou odolnější, ale prakticky se neohýbají. Při rozvodu vody nebo topení se rozřezávají na kousky a všechny kohoutky se vyrábějí pomocí příslušných tvarovek.
Existují měděné trubky s různou tloušťkou stěny; prodávají se žíhané v polích 25 a 50 metrů, nežíhané v drahách 3 metry. Pokud mluvíme o čistotě materiálu, pak podle GOST 859-2001 musí být ve výrobcích přítomno nejméně 99% mědi.
Způsoby připojení
Nejčastěji jsou měděné trubky spojeny pomocí pájení a sady speciálních tvarových prvků - tvarovek. K dispozici jsou také armatury pro tlakové zkoušky. Mají drážky s gumovým O-kroužkem. Jsou zvlněné speciálními kleštěmi. Tato technologie se ale používá jen zřídka - pájení je považováno za spolehlivější.

Krimpovací kování
Existují dvě technologie pájení měděných trubek pomocí různých pájek:
- Nízká teplota - měkká pájka. To je jen náš případ. Tento typ připojení se používá pro pokládku vodovodních potrubí a topných systémů s teplotou pracovního média do 110 ° C. Nízká teplota je relativní pojem. V zóně pro tvrdé pájení se materiály zahřívají na 250-300 ° C.
- Pájení vysokou teplotou. Tento typ připojení se používá v sítích s vysokým tlakem a teplotou přepravovaného média. V domácích sítích - zřídka (i když to nikdo nezakazuje), častěji v průmyslových.
Jaký typ pájených měděných trubek použít, je vaše volba. Oba typy jsou vhodné jak pro instalatérství, tak pro vytápění. Ale vysoká teplota vyžaduje profesionální hořák, zatímco měkkou pájku lze tavit i pomocí hořáku nebo levného ručního hořáku s malou jednorázovou lahví na plyn. Pro připojení měděných trubek malého průměru není zapotřebí více.
Typy měděných pájecích tvarovek
Obecně existuje více než dva tucty různých tvarových prvků pro měděné trubky - tvarovky, ale nejčastěji se používají tři typy:
- spojky - pro připojení dvou trubek;
- rohy - pro otáčení;
- odpaliště - k vytvoření větví v potrubí.

Spojky pro pájení měděných trubek

Počet použitých tvarovek lze minimalizovat - měď lze ohýbat, což snižuje počet požadovaných rohů. Pokud si přejete, můžete to udělat i bez spojek: jeden konec trubek lze rozšířit (pomocí expandéru) tak, aby do nich trubka vnikla a aby tam byla pájka (asi 0,2 mm). Při vytváření prodloužení by se trubky měly překrývat nejméně o 5 mm, ale lépe - více.
Bez čeho je obtížné se obejít bez odpališť. K dispozici je zařízení pro poklepání v zatáčce - úkosovač, ale patří k profesionálovi a stojí hodně. V tomto případě je tedy levnější a snazší se s triky vypořádat.

Existují armatury pro pájení měděných trubek pájenou natvrdo
Existují dva typy tvarovek - konvenční, se zásuvkami, které poskytují potřebnou vůli pro tok pájky. Pájka se do svařovací zóny přivádí ručně. K dispozici jsou tvarovky se zabudovanou pájkou. Poté se na zásuvce vytvoří drážka, do které je během výroby instalován kus pájky, což usnadňuje proces pájení - stačí zahřát svařovací zónu, ale vede to ke zvýšení nákladů na armatury.
Spotřební materiál a nástroje
Kromě trubek a tvarovek budete pro samotné pájení potřebovat také hořák, pájku a tavidlo. A také ohýbačka trubek a několik souvisejících drobností ke zpracování před zahájením práce.

Kartáč na čištění armatur zevnitř
Pájka a tavidlo
Pájení měděných trubek jakéhokoli typu se provádí pomocí tavidla a pájky. Pájka je slitina obvykle na bázi cínu s určitou teplotou tání, ale vždy nižší než u mědi. Přivádí se do pájecí zóny, ohřívá se do kapalného stavu a proudí do spoje. Po ochlazení poskytuje pevné a pevné spojení.
Pro amatérské pájení měděných trubek vlastními rukama jsou vhodné pájky na bázi cínu s přídavkem stříbra, vizmutu, antimonu, mědi. Skladby s přídavkem stříbra jsou považovány za nejlepší, ale jsou nejdražší, optimální jsou s přídavkem mědi. Existují také přísady olova, ale neměly by se používat k instalatérství. Všechny tyto typy pájek poskytují dobrou kvalitu svaru a snadné pájení.

Tavidlo a pájka jsou požadovaným spotřebním materiálem
Měkká pájka se prodává v malých cívkách, tvrdá pájka ve svazcích, rozřezaná na kousky.
Před zahájením pájení je spoj ošetřen tavidlem. Tavidlo je kapalné nebo pastovité činidlo, které umožňuje toku roztavené pájky do spoje. Zde není z čeho vybírat: jakýkoli tok mědi bude stačit. K nanesení tavidla potřebujete také malý kartáč. Lepší - s přírodními štětinami.
Hořák
Pro aplikace s měkkým pájením si můžete koupit malou ruční baterku s jednorázovou nádobou na plyn. Tyto válce jsou připevněny k rukojeti a mají objem 200 ml. Navzdory své malé velikosti je teplota plamene od 1100 ° C a vyšší, což je více než dost na roztavení měkké pájky.
Měli byste věnovat pozornost přítomnosti piezo zapalování. Tato funkce není zbytečná - bude s ní jednodušší pracovat. Na rukojeti ručního plynového hořáku je ventil. Reguluje délku plamene (průtok plynu). Stejný ventil vypíná plyn, pokud je třeba uhasit hořák. Bezpečnost je zajištěna zpětným ventilem, který při nepřítomnosti plamene uzavře přívod plynu.

Ruční hořák pro pájení měděných trubek
Některé modely mají deflektor plamene. Zabraňuje rozptylu plamene a vytváří vyšší teplotu v pájecí zóně. Díky tomu vám hořák s reflektorem umožní pracovat na těch nejnepříznivějších místech.
Při práci v domácích a poloprofesionálních modelech musíte být opatrní - jednotku nepřehřívejte, aby se plast neroztavil. Proto nestojí za to provádět mnoho dávek najednou - je lepší nechat zařízení vychladnout a v tuto chvíli připravit další připojení.
Související materiály
K řezání měděných trubek potřebujete řezačku trubek nebo pilu na kov s kovovým ostřím. Řez musí být přísně svislý, což zajišťuje řezačku trubek. A abyste zajistili hladký řez pilou na kov, můžete použít běžnou truhlářskou pokosovou krabici.

Řezačka trubek
Při přípravě potrubí je nutné je vyčistit. K tomu existují speciální kovové kartáče a kartáče (na čištění vnitřního povrchu), ale vystačíte si s brusným papírem se středním a jemným zrnem.
K odstranění otřepů z řezů jsou zde zkosené hrany.Nimi zpracovaná trubka lépe zapadá do armatury - její hrdlo je jen o zlomek milimetru větší než vnější průměr. I sebemenší odchylka tedy vede k obtížím. Ale v zásadě lze všechno odstranit brusným papírem. Bude to trvat jen déle.
Rovněž je vhodné mít ochranné brýle a rukavice. Většina kutilů tato bezpečnostní opatření zanedbává, ale popáleniny jsou velmi frustrující. To jsou všechny materiály a nástroje potřebné k pájení měděných trubek.
Technologie pájení mědi krok za krokem
Pájení měděných trubek začíná přípravou spoje. Spolehlivost připojení závisí na kvalitě přípravy, proto věnujte tomuto procesu dostatek času a úsilí.
Pájení měděných trubek sestává z několika stupňů
Příprava připojení
Jak již bylo zmíněno, řez trubky by měl být přísně svislý, bez otřepů, trubka by neměla být zaseknutá, hrana by měla být rovná a hladká. Pokud existují i malé odchylky, vezmeme úkosovač nebo brusný papír a provedeme řez na ideální.

Je nutné odstranit oxidovanou vrstvu
Dále vezmeme tvarovku a vložíme do ní trubku. část, která jde do zásuvky, je třeba vyčistit. Vytáhneme trubku a pomocí brusného papíru odstraníme horní oxidovanou vrstvu z této části trubky. Poté provedeme stejnou operaci s vnitřním povrchem zvonu.
Aplikace tavidla
Tavidlo se nanáší na celý očištěný povrch - mimo potrubí a uvnitř armatury. Neexistují žádné potíže - složení je rovnoměrně rozloženo štětcem.

Aplikace tavidla
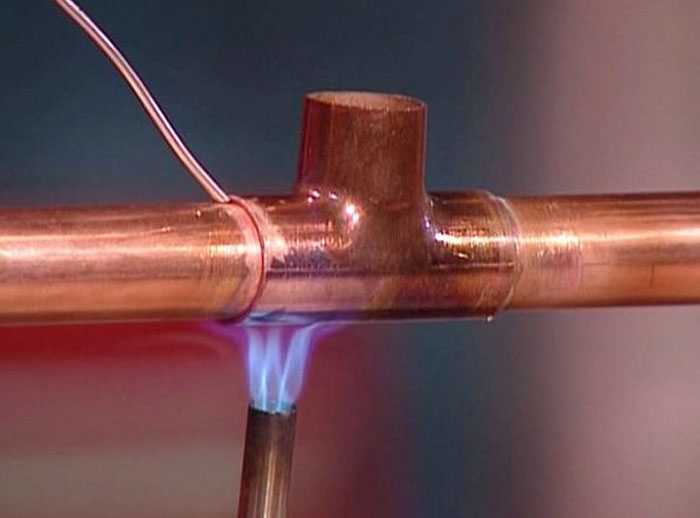
Pájení
Zpracované fragmenty potrubí se vloží do sebe a zafixují. Pokud je k dispozici asistent, může držet části nehybně. Pokud ne, budete se muset vymyslet. Poté je hořák zapálen, plamen je směrován na křižovatku. Teplota plamene je od tisíců stupňů a více a je nutné zahřát spojení na 250-300 ° C a to trvá 15-25 sekund. Zároveň se můžete soustředit na barvu tavidla - jakmile ztmavne, je čas vstříknout pájku.
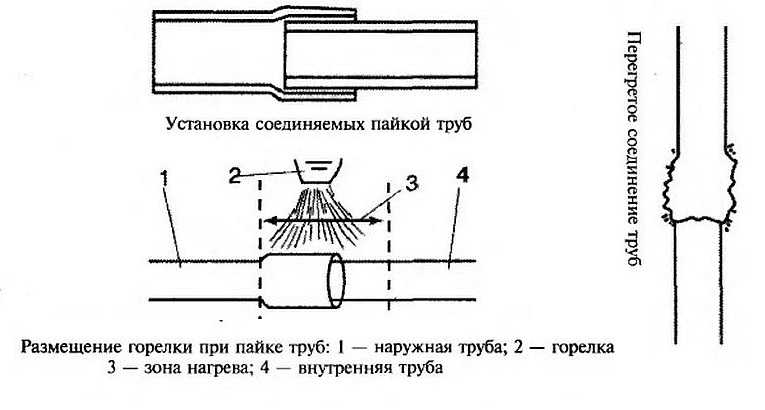
Správné umístění hořáku při pájení měděných trubek vlastníma rukama
Pro zajištění rovnoměrného zahřátí nasměrujte plamen hořáku do středu spáry. Poté se celá svařovací zóna zahřívá rovnoměrněji.

Pájení měděných trubek s měkkou pájkou
Pájka se vstřikuje do spoje - kde se spojuje tvarovka a trubka. Jak se zahřívá, začne se tát, rozšiřovat a vyplňovat mezeru mezi prvky. Může být aplikován pouze na polovinu délky - když se roztaví, bude proudit do zbytku spojení. Ve skutečnosti je to všechno - pájení měděných trubek je u konce. Všechna ostatní připojení dělají totéž.
Při použití tvrdé pájky je vše téměř stejné, používají se pouze další popáleniny - plynové plameny a během procesu pájení je nutné trubku otočit a navinout změkčenou pájku na trubku.
-
 Modulární domy z blokových kontejnerů: typy, výrobní vlastnosti a možnosti rozvržení
Modulární domy z blokových kontejnerů: typy, výrobní vlastnosti a možnosti rozvržení
-
 Domy z přepravních kontejnerů: konstrukční možnosti, dispozice
Domy z přepravních kontejnerů: konstrukční možnosti, dispozice
-
 Druhy dřevěných trámů pro podlahy, výpočet délky, instalace
Druhy dřevěných trámů pro podlahy, výpočet délky, instalace
-
 Mobilní domy pro celoroční použití
Mobilní domy pro celoroční použití
-
 Desky z polymeru / kompozitu (desky WPC): typy, velikosti, instalace
Desky z polymeru / kompozitu (desky WPC): typy, velikosti, instalace





Jediné místo, kde je vše jasné, jasné, srozumitelné, hlavní je bez vody. Děkuji!!!